Language: 


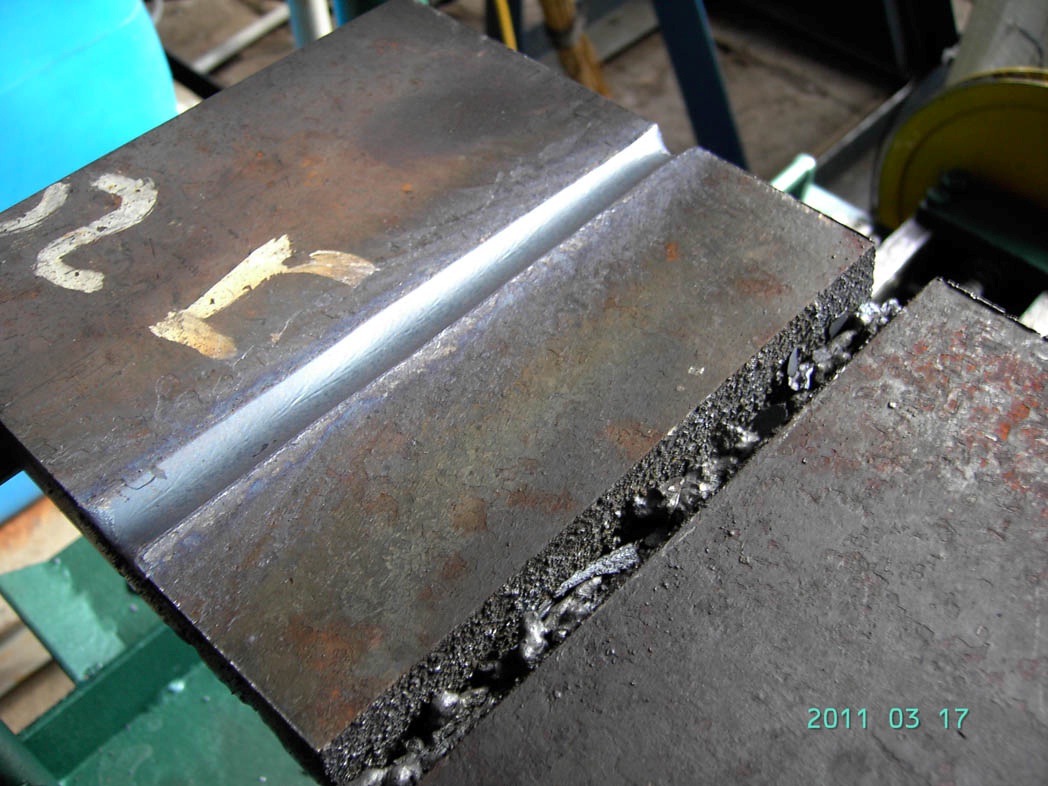
Plasma flash removal, gouging, modification (processing) of weld jointsWeld joint in most cases require further processing (slag cleaning or flash removal), which includes removal of burrs, formation of the required quality surface (including roughness) welds surface heat treatment etc. Especially it is actual for the contact flash-butt welding method. In this case the extrusion of a sufficiently large volume of metal is occurred during the pressure welding and flash formation, which in most cases need to be removed. Existing methods for processing of such welds (deburring by pneumatic guns — shot mandrel, flame treatment with oxygen, mechanical handling using various instruments) have a number of gaps and limitations and cannot currently serve as the basis for the creation of new high-performance welding technologies, providing high quality and durability welded joints. For example, when removing the burrs with a pneumatic mandrel by the deformation of joint, its transfer of the material in the direction of the mandrel, the formation of micro defects and cracks on the machined surface, the formation of "pockets", etc. This, in its turn, leads to decreasing in physical and mechanical characteristics of the weld joint, increasing its corrosion and, finally, to the low durability of the welded joint. In addition, due to the relatively frequent formation of "jams" in the tube mandrels, this method of treatment leads to a high rate of defects. Gas flame processing with using the oxygen does not provide guaranteed quality of welded joints and leads to a high rate of defects. This processing method is expensive and has low-productivity, low quality of the joint, and is characterized by high hazard rate. The technology of plasma processing of the weld joints and flash (including after contact flash-butt welding) provides a number of advantages: — high performance of flash removing from the inner and outer surfaces of the joint with a speed of 5 m / min and above at various sizes of burrs (slags) (height and width — possibility of forming of flat fusion surface of the joint without cracks and other microdefects, that provides high corrosion resistance and mechanical properties of the weld joint and its durability; — possibility of flash removal and processing of weld joints from metals and alloys with high hardness (there are no limitations on hardness for plasma technology); — conducting of the heat treatment of the weld joints up to a temperature of 900 ° C and above, with the possibility to combine it with the process of burrs removing; — possibility to carry out high-performance grooving at speed up to 5 m / min of various products, including pipes, required length before welding and after welding; — possibility to repair the weld joints. The given technology is especially promising in terms of its use in root weld welding of pipelines of using the high-performance method of contact flash-butt welding. Currently, the construction of pipelines use special steels grades, which have a special requirements to the quality of the root weld and to the heat treatment of the weld joint. Welding of the root welds of pips joints is traditionally the most difficult stage in the construction of pipelines. At this stage, there are certain requirements to the root weld and to the welding process itself. The technology of plasma flash removing with simultaneous heat processing of the welded joint and the weld surface modification (reduction of defects) can significantly facilitate the processing of root weld, improve the quality of weld joints of pipelines and their reliability.
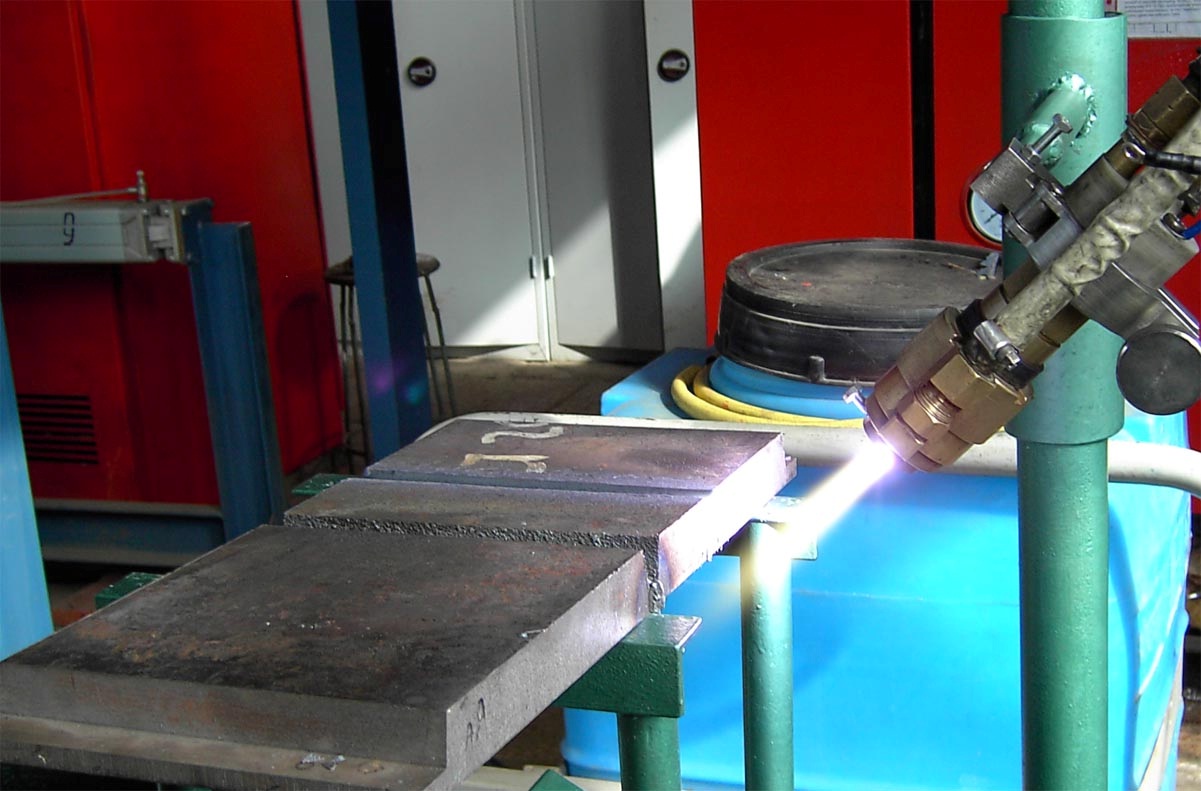
The process of plasma modification of weld joints after the contact flash-butt welding and flash removal This technology can be effectively used for surface removing of metal (gouging or slicing). In this case, it has several advantages over traditional gouging technologies, such as carbon electrode arc gouging, namely: — higher productivity (performance); — environmental safety; — higher accuracy, quality of processed surface; — ability of the technology automatization and its integration into robotized production complexes. |