Язык: 

Плазменное порошковое до — и сверхзвуковое напыление износостойких, коррозионостойких, жаростойких, теплозащитных и специальных покрытийПлазменное порошковое до — и сверхзвуковое напыление износостойких, коррозионостойких, жаростойких, теплозащитных и специальных покрытий Из всех видов газотермического напыления защитных покрытий это наиболее универсальный способ по роду напыляемых материалов и во многих случаях оказывается технически и экономически предпочтительным. Плазменные технологии PLAZER® в основном ориентированы на использование плазмы продуктов сгорания воздуха с метаном (пропан-бутаном). Оборудование для плазменного напыления защитных покрытий, с применением порошков в качестве напыляемого материала, включает базовые установки PLAZER Данные технологии предусматривают два основные варианта реализации процесса нанесения покрытий: при до — и сверхзвуковых скоростях истечения плазменной струи. Основные параметры процесса сверхзвукового воздушно-газового плазменного напыления
Примеры исполнения аппаратурных комплектов оборудования PLAZER® для реализации технологий плазменного порошкового напыления покрытий
Наружное напыление Внутреннее напыление Технология сверхзвукового плазменного напыления позволяет наносить износостойкие, жаростойкие и антикоррозионные покрытия из различных типов порошков, в том числе металлокерамических, с повышенной производительность (до 50 кг/час и выше) из порошков из металлов, сплавов, карбидов, боридов, оксидов, порошковых смесей, композиционных порошков, состоящих из металлов и оксидов (карбидов, боридов). Переход к сверхзвуковой скорости истечения плазменной струи в процессах PLAZER® приводит к радикальному повышению качества покрытий (пористость — ниже 1%, прочность сцепления с основой при нормальном отрыве В качестве плазмообразующего газа в данном оборудовании используется воздух с небольшими (около 5%) добавками горючего газа (метана или пропан-бутана) — без применения дорогих и дефицитных газов. Высокоэнтальпийная плазма воздуха с пропаном или метаном позволяет полностью расплавить в ней практически все тугоплавкие материалы (например, оксид циркония, оксид хрома) и получить из них высококачественные покрытия. Плазмотрон генерирует недорасширенную сверхзвуковую струю с числом Маха 1,3 — 1,5.
а
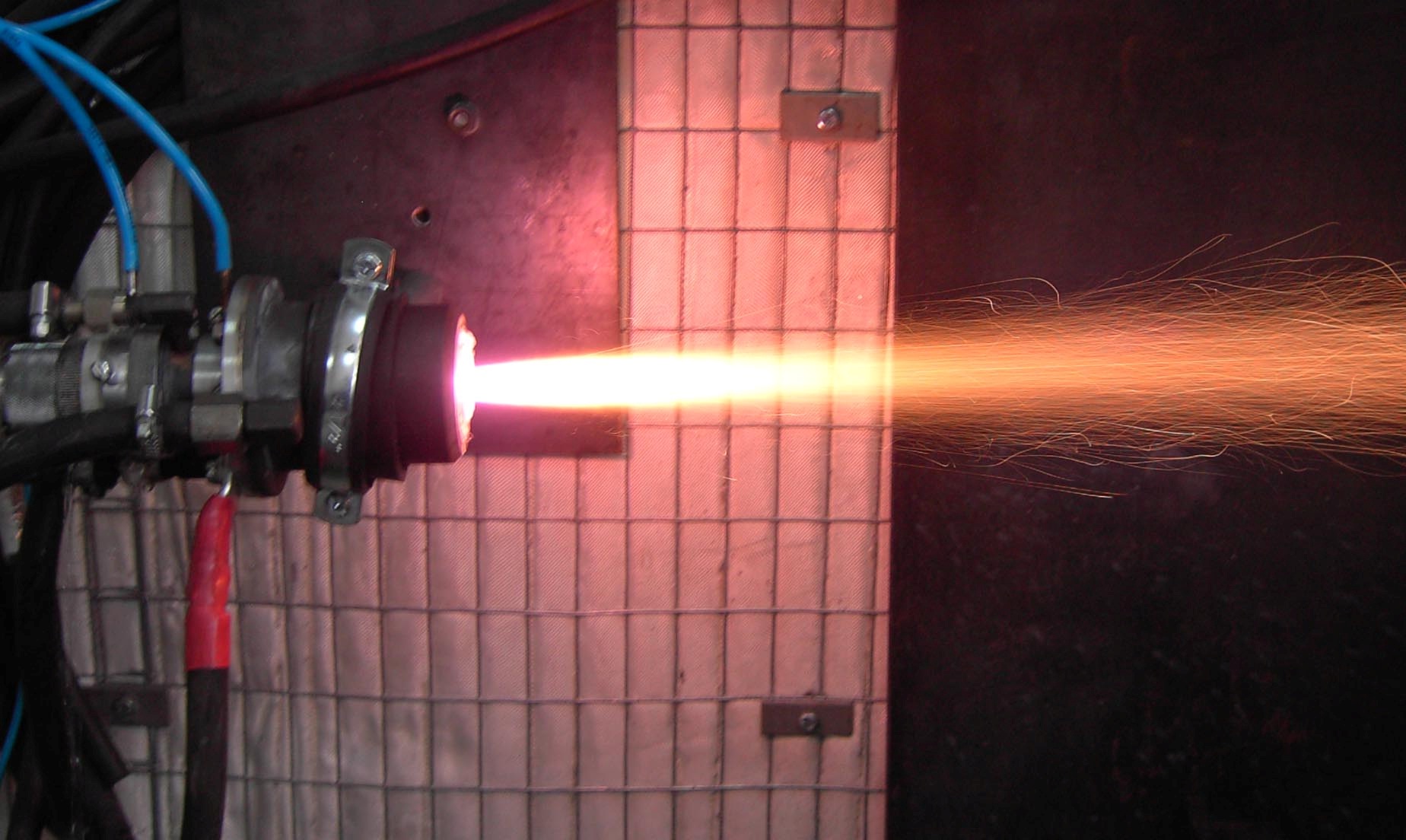
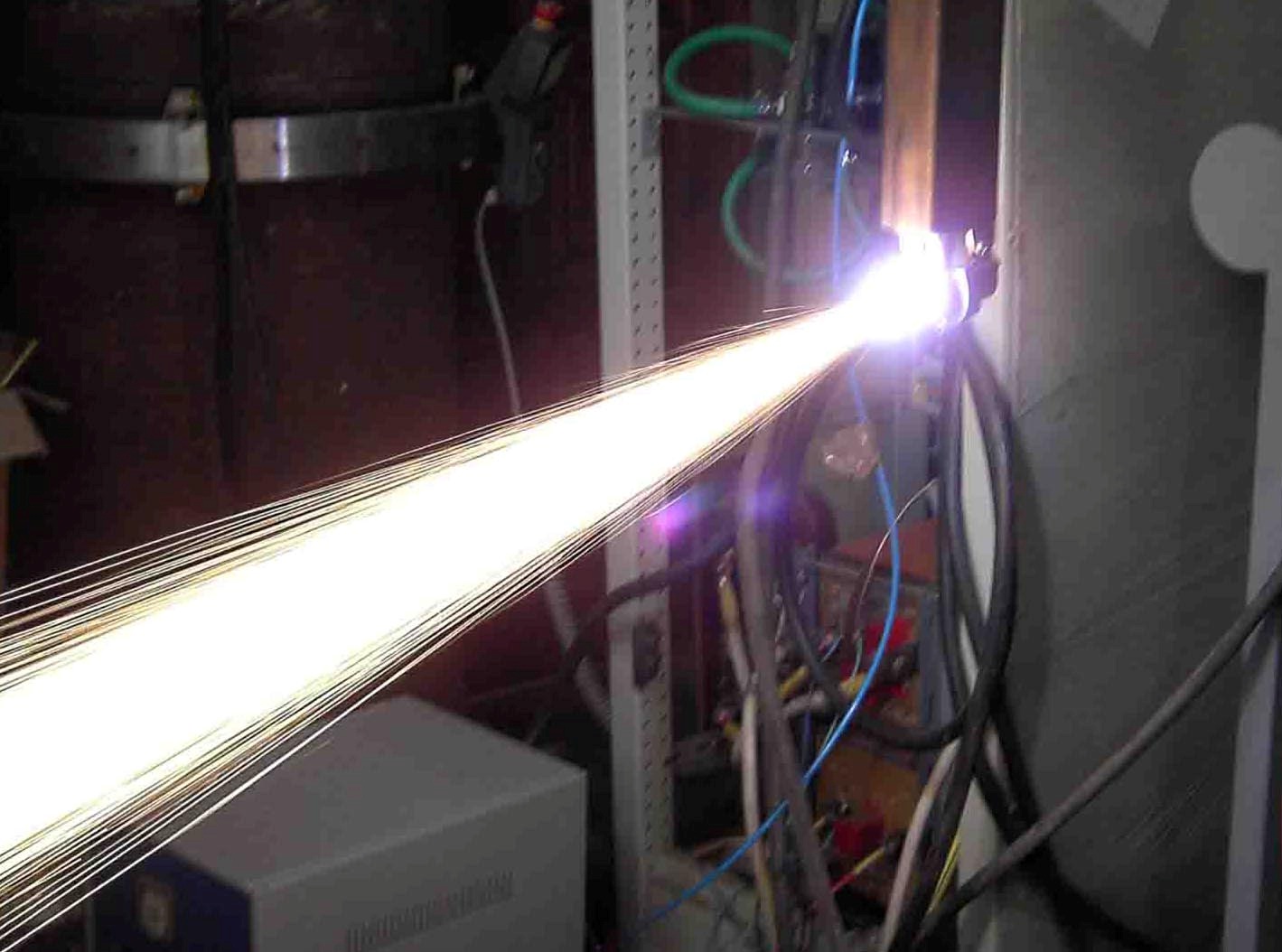
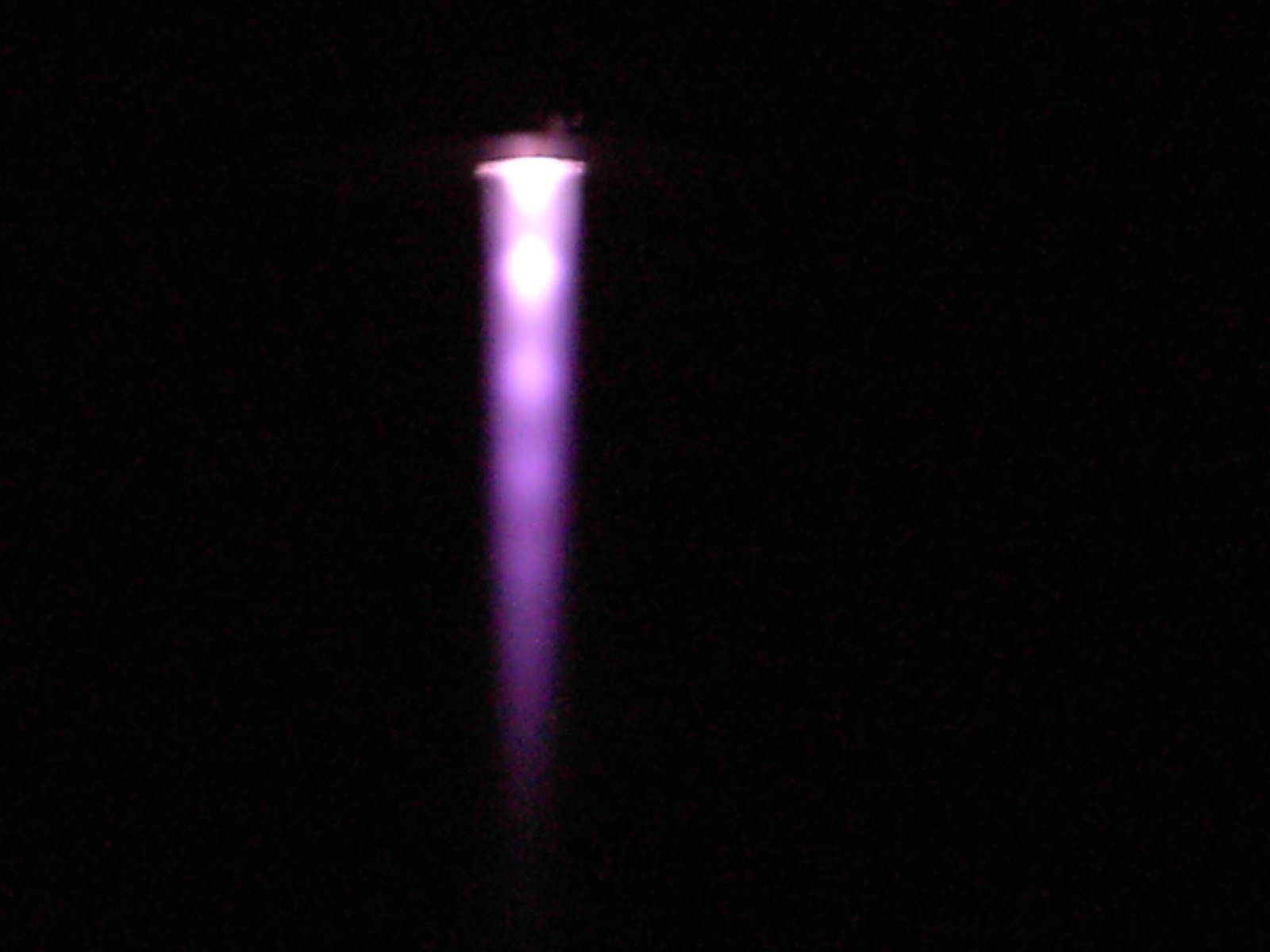
б в а — плазмотрон для сверхзвукового напыления мощностью 180 кВт б — внешний вид генерируемой им недорасширенной сверхзвуковой плазменной струи 1,5 Маха без порошка в — и с порошком 20% NiCr+Cr3C2 (разогрев частиц порошка до плавления и ускорение до При сверхзвуковом плазменном напылении значительно улучшаются все качественные показатели покрытий. Пористость снижается с 8 — 12 % до 0,5 — 3 %. При оптимизации может быть получена нулевая пористость, в том числе для покрытий из металлокерамических смесей и оксидной керамики. Прочность сцепления покрытия с основой зависит от напыляемого материала, но в любом случае она увеличивается в 1,4 — 2 раза по сравнению с плазменным напылением при дозвуковых режимах. Степень окисленности и выгорания элементов (углерода) снижается на 50 — 80 %. В отдельных случаях удаётся получить покрытие по химическому составу совпадающее с исходным материалом и практически беспористой структурой.
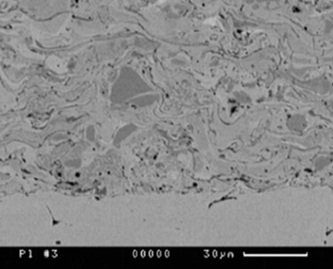
Микроструктура покрытий, нанесенных сверхзвуковым воздушно-газовым напылением из порошков (х2000): а — металлокерамическая механическая смесь 20% NiCr + Cr3C2 б — оксид хрома Cr2О3
Внешний вид деталей образцов с керамическим плазменным покрытием ZrO2 — 7%Y2O3, нанесенным по технологии PLAZER® |