Язык: 

Плазменное проволочное напыление покрытий, защиты от износа и коррозии, повышения ресурса и восстановленияПерспективным для решения сложных задач машиностроения является процесс плазменно-дугового проволочного напыления в аргоновой дуге с интенсивным спутным воздушным обдувом. Особенностями такого процесса являются плавление и струйное течение материала токоведущей проволоки в защитной атмосфере аргона, дробление расплава и разгон дисперсных частиц обеспечивается сверхзвуковым потоком воздуха. Такая последовательность событий обеспечивает минимальные потери на испарение материала проволок, минимальное его насыщение кислородом и азотом, получение оптимального фракционного состава дисперсной фазы, достижение частицами напыляемого материала около звуковой скорости в момент встречи с основой, получение наиболее высокой объемной концентрации напыляемых частиц, минимальный угол раскрытия двухфазного потока, составляющий несколько градусов. Эти обстоятельства создают предпосылки для вывода технологии газотермических покрытий на современный конкурентоспособный уровень.
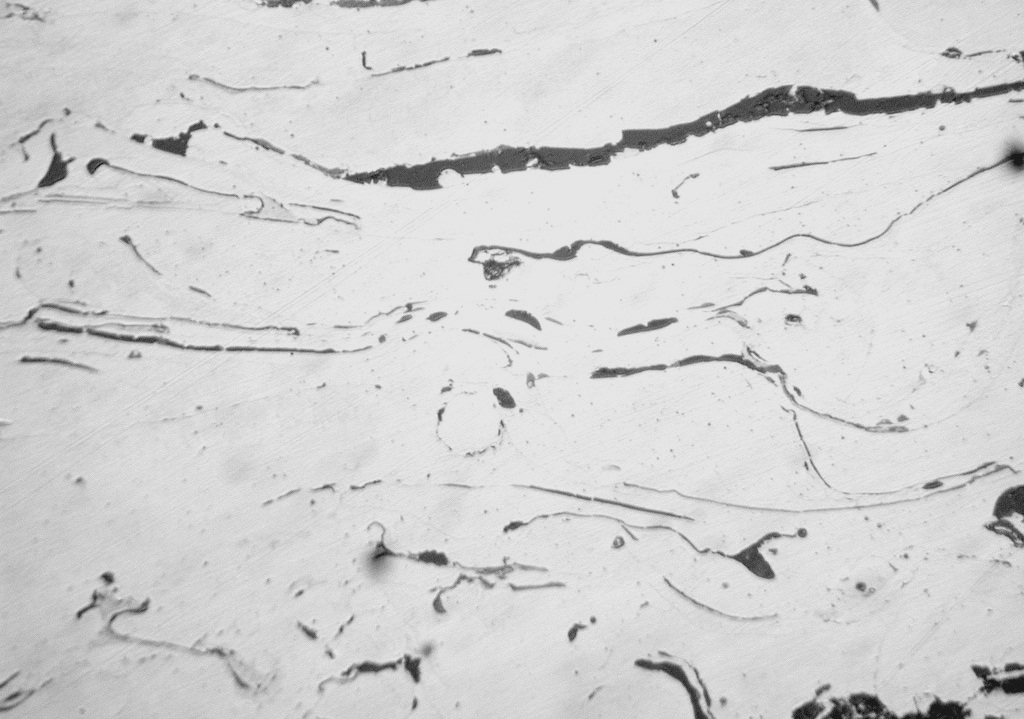
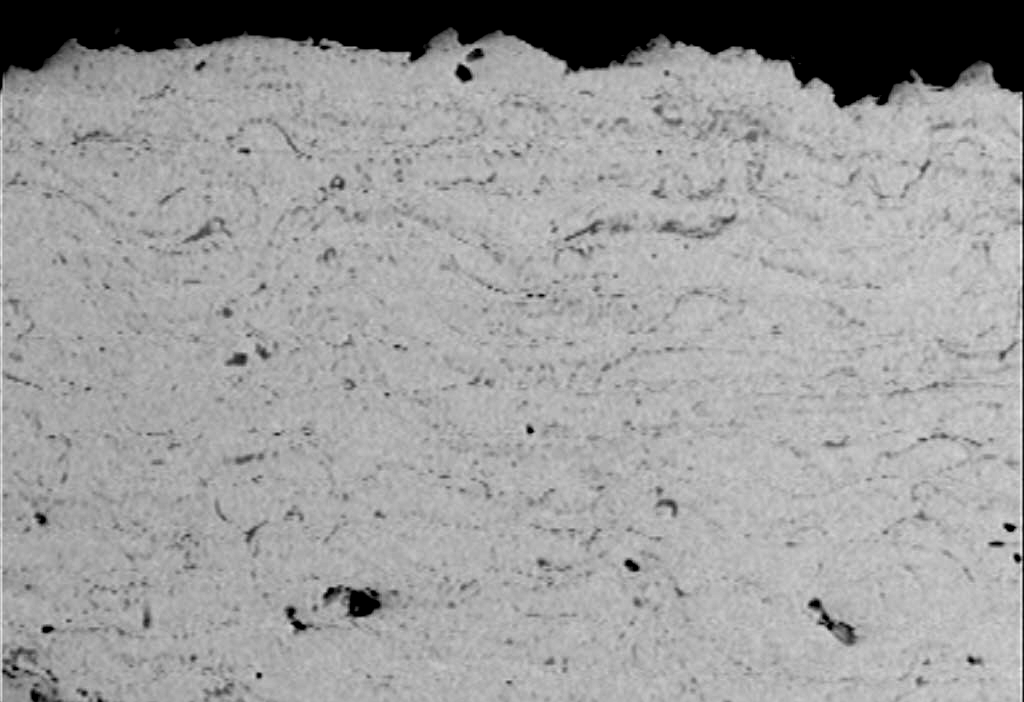
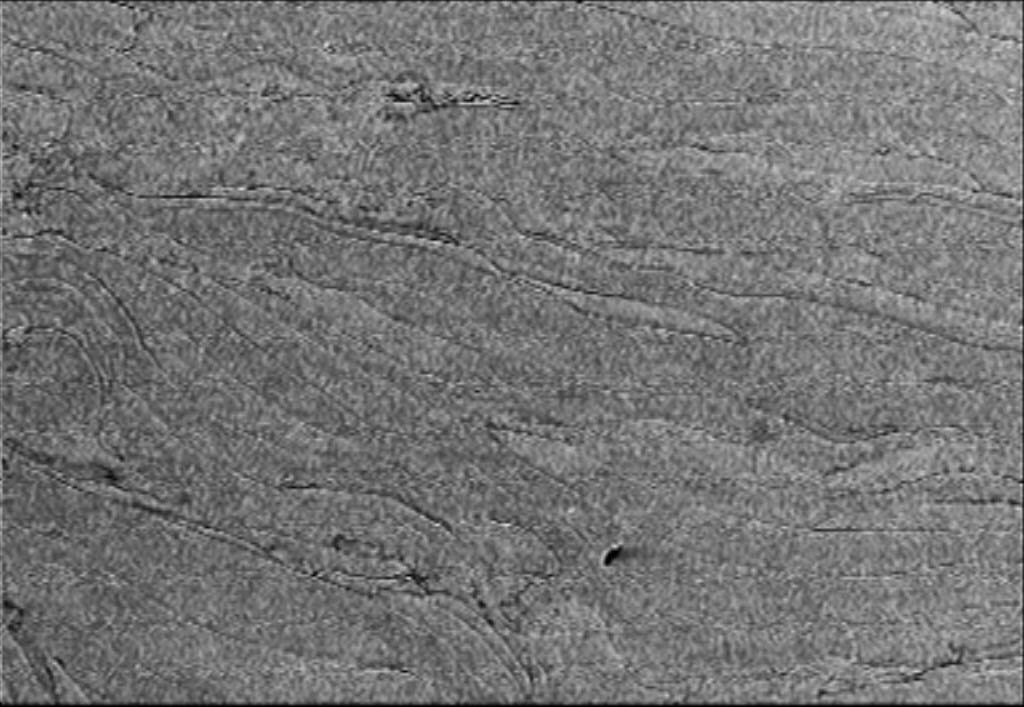
Особенностями данной технологии проволочного плазменно-дугового напыления износостойких покрытий, основанной на распылении плазменной дугой токоведущей проволоки-анода, являются: O плавление материала проволок происходит в защитной атмосфере аргона; O дробление расплавленного материала и ускорение дисперсных частиц осуществляется аргоновой плазмой; O с помощью сверхзвукового потока воздуха, истекающего из кольцевого зазора между соплами плазмотрона, обеспечивается сжатие и ускорение плазменной струи, а также защита напыляемого материала от окисления. Такие особенности обеспечивают минимальные потери на испарение материала проволок, минимальное его насыщение кислородом и азотом, получение оптимального фракционного состава расплавленных частиц распыляемой проволоки, достижение частицами напыляемого материала максимально высокой скорости при соударении с основой, получение наиболее высокой объемной концентрации напыляемых частиц, минимальный угол раскрытия потока напыляемого материала (несколько градусов). Путем оптимизации режимов плазменно-проволочного напыления из различных типов проволок (порошковые проволоки, проволоки из нержавеющих и черных сталей, нихрома, алюминиевых сплавов, меди и т.п.), с помощью оборудования PLAZER® получены практически беспористые покрытия толщиной 0,1 — 5 мм и более. Так, например, на микрошлифах покрытий из порошковой проволоки системы Fe-Cr3C2-Al, содержащей в качестве порошкового наполнителя карбид хрома, пор практически нет, заметны только прослойки и включения карбидов. Подобная картина наблюдается для покрытий из высоколегированной проволоки Fe-Cr-Ni-Mn-Mo-W-C и для других типов покрытий.
|