Язык: 

Плазменное удаление грата, строжка, модификация (обработка) сварных швовСварные соединения в большинстве случаев требуют дальнейшей обработки (очистки шлака или снятие грата), которая включает в себя снятие заусенцев, формирование необходимого качества поверхности (в том числе шероховатости) тепловой обработки поверхности сварных швов и т.д. Особенно это является актуальным для метода контактной стыковой сварки оплавлением. В этом случае происходит выдавливание достаточно большого объема металла при сварке давлением и образования грата, который в большинстве случаев необходимо удалить. Существующие методы обработки таких швов (очистка выстрелом дорна с помощью пневматического оружия, газопламенная обработка с кислородом, механическая обработка различными режущими инструментами) имеют ряд недостатков и ограничений и не могут в настоящее время служить основой для создания новых высокопроизводительных сварочных технологий, обеспечивающих высокое качество и прочность сварных соединений. Например, удаление заусенцев с пневматического инструмента приводит к течению материала сварного соединения в направлении движения дорна, образованию микродефектов и трещин на обработанной поверхности, а также , так называемых, «карманов» и т. д. Это, в свою очередь, приводит к снижению физико-механических свойств шва, увеличению коррозии и, в конечном счете, к низкой прочности сварного соединения. Кроме того, в связи с относительно частым образованием «пробок» в сердечниках труб, этот метод обработки приводит к высокому уровню брака. Газопламенная обработка с применением кислорода не обеспечивает гарантированного качество сварных соединений и приводит к высокому уровню брака. Этот метод обработки является дорогостоящими и отличается низкой производительностью, низким качеством поверхности соединения, а также отличается высокой степенью опасности. Технология плазменной обработки сварных швов грата (в том числе после контактной стыковой сварки оплавлением) обеспечивает ряд преимуществ: — высокая эффективность удаления грата с внутренней и внешней поверхности соединения со скоростью 5 м/мин и выше при различных размерах заусенцев (шлаков) (высота и ширина — возможность создания ровной оплавленной поверхности стыкового шва без трещин и других микродефектов, что обеспечивает высокую коррозионную стойкость и механические свойства сварного шва, а также его долговечность; — возможности удаления грата и обработки сварных соединений из металлов и сплавов с высокой твердостью (для плазменной технологии нет ограничений по твердости); — осуществление термической обработки соединений до температуры 900 °С и выше, с возможностью сочетать ее с процессом удаления заусенцев; — возможность выполнения высокопроизводительной разделки кромок со скоростью до 5 м/мин, различных изделий, в том числе труб, необходимой длины перед сваркой и после сварки; — возможностью проводить ремонт сварных швов. Особенно данная технология перспективна с точки зрения ее применения при сварки корневого шва магистральных трубопроводов высокопроизводительного метода контактной стыковой сварки оплавлением. В настоящее время для строительства магистральных трубопроводов применяют специальные марки стали, для которых предъявляются специальные требования к качеству корневого шва и термообработке сварного соединения. Сварка корневых швов стыков труб традиционно является наиболее сложным этапом при сооружении трубопроводов. На этом этапе предъявляются определенные требования к корневому шву и самому процессу сварки. Технологию плазменной очистки грата с одновременной термической обработкой сварного соединения и модификацией поверхности шва (уменьшение дефектов) позволяет значительно облегчить операцию обработки корневого шва, повысить качество сварных соединений трубопроводов и их надежность.
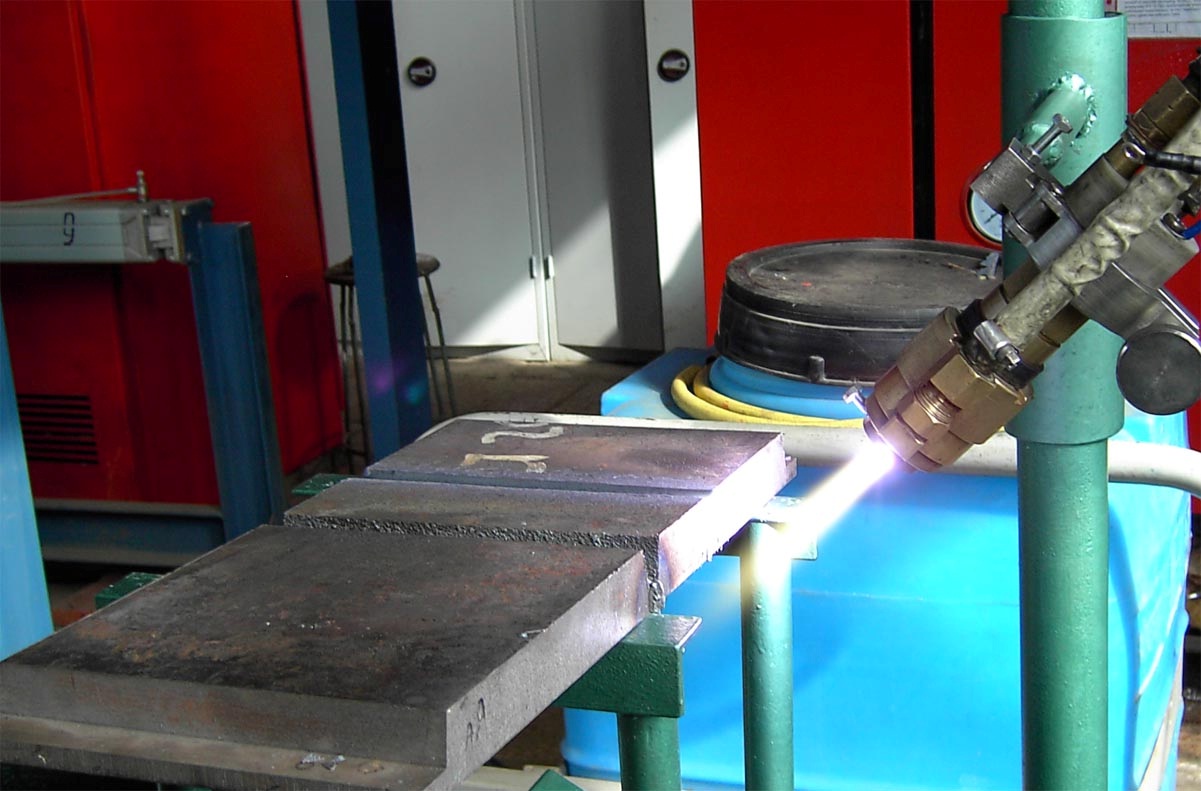
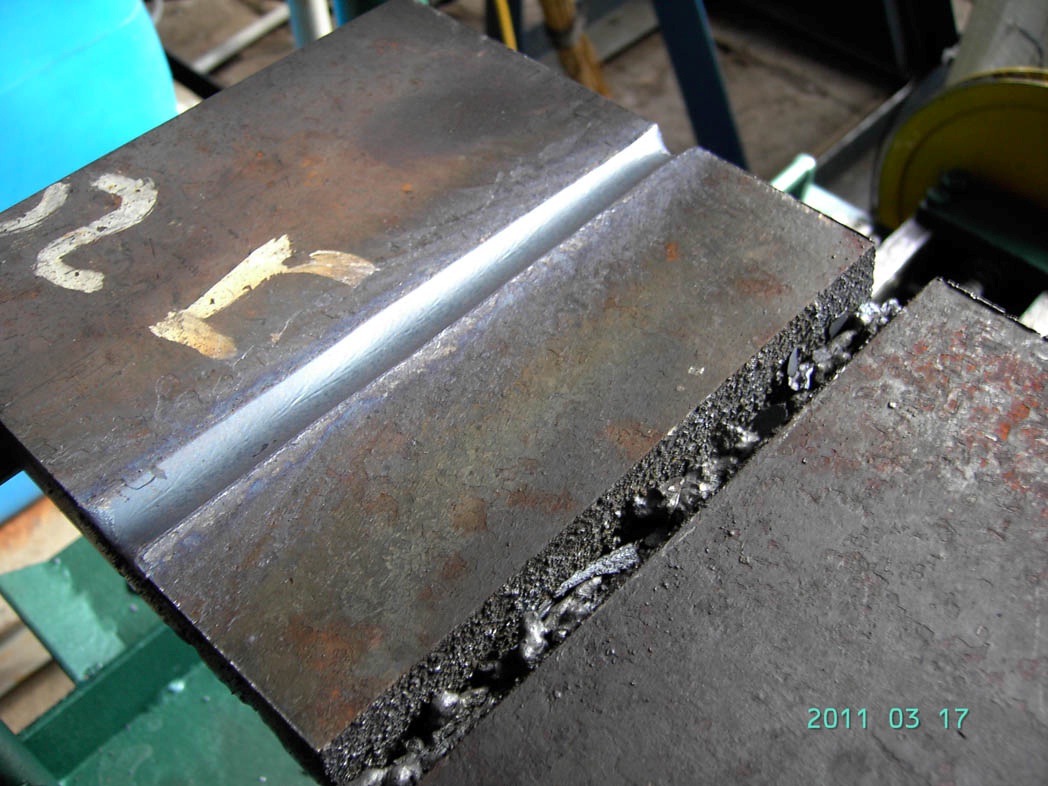
Процесс плазменной модификации сварных соединений после контактной стыковой сварки оплавлением и удаления грата Данная технология может эффективно использоваться для поверхностного снятия металла (строжки или строгания). В этом случае она обладает рядом преимуществ перед традиционными технологиями строжки, такими, как дуговая строжка угольным электродом, а именно: — более высокой производительностью; — экологической безопасностью; — более высокой точностью, качеством обработанной поверхности — возможность автоматизации технологии и ее интеграции в роботизированные производственные комплексы. |