Язык: 

Оборудование для плазменной резки металлов повышенных толщин на обратной полярностиОбщая характеристика Оборудование для плазменной резки на обратной полярности применяется для ручной, механизированной или автоматической (в составе портальных машин) резки нержавеющих сталей, черных и цветных металлов (алюминиевых, медных, титановых и других сплавов) толщиной
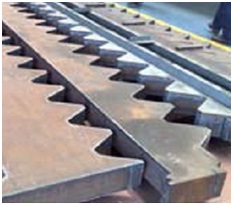
Стальные изделия толщиной 160 мм после резки В установках применяются режущие плазмотроны с электродамиспециальной конструкции из композиционного нано-структурного материала на основе меди, работающимна обратной полярности тока. В качестве плазмообразующего газа применяется воздух, а также воздух + метан (пропан), водяной пар, кислород, инертные и другие газы. По сравнению с установками, применяющими воздушные плазмотроны на прямой полярности с термохимическим катодом, при одинаковом токе в оборудование для плазменной резки на обратной полярности обеспечивает следующие преимущества: — производительность (скорость) резки выше на — глубина прорезания больше в 2 — 3 раза; — ширина реза меньше на (10 — 15) %; — большая точность и меньшая шероховатость поверхности реза; — ресурс работы плазмотрона на обратной полярности до замены электрода составляет — ремонтопригодность плазмотрона, простота замены частей. Марки (типоразмеры) и технические характеристики установок для плазменной резки металлов на обратной полярности
Примечание: 1. Технические характеристики оборудования могут быть изменены по отдельному заказу. 2. Установка PLAZER- PL Cut-RP-200 — в стадииразработки. Комплект поставки оборудования для резки металлов на обратной полярности:
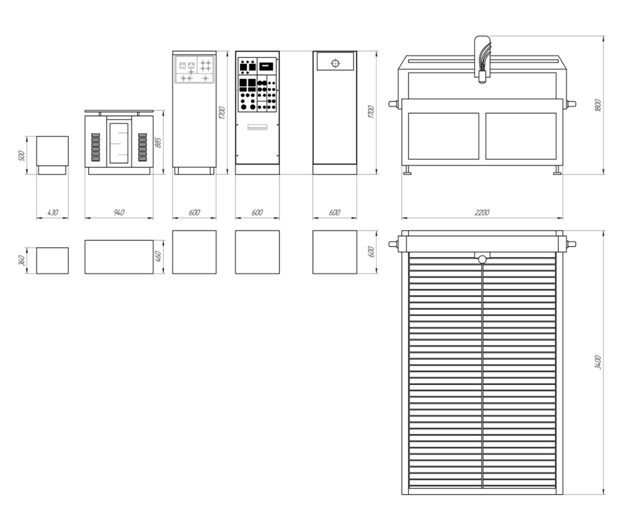
Внешний вид оборудования для плазменнойрезкиметалловповышенных толщин на обратнойполярности(комплектация установкой PLAZER- CutRP-150) . Описаниеосновныхединицоборудования для плазменнойрезкиметаллов на обратнойполярности Описание приведено на примере комплектации всего технологического комплекса установкой PLAZER- CutRP-150 Система управления плазмотроном для резкиметалла на обратнойполярности с интегрированным модулем контроля водяного охлаждения плазмотрона Система управления плазмотроном для резкиметалла на обратнойполярностидолжнаосуществлять контроль готовностикомплектаплазменнойаппаратуры, пуск и остановкупроцессовплазменнойрезки на обратнойполярности, визуальноенаблюдение и регулировкутехнологическихпараметровработы плазмотрона, а также передачу к плазмотрону электрическогопитания, плазмообразующихгазов и охлаждающейсреды. Система управления плазмотроном состоитизследующихмодулей:
Все модулидолжныбытьсмонтированы в одномшкафу.
Внешний вид системыуправления плазмотроном для резкиметалла на обратнойполярности с интегрированным модулем контроля водяного охлаждения плазмотрона. Модуль газоэлектрическийплазмообразующегогазадолженобеспечивать подачу, регулировку и контроль давления и расходагаза. На еголицевойпанелидолжныбытьустановлены: — манометры для контролядавления; — вентили для регулированиярасходавоздуха; — кнопкивключенияэлектромагнитныхклапановподачивоздуха. Модуль контроля водяного охлаждения плазмотронаобеспечивает подачу, регулировку и контроль давления и расходаводы. Модуль электрической дуги обеспечивает подачу электропитания к плазмотрону, контроля и регулированиетока и напряжения дуги. Модуль коллекторный (панелиподключения) обеспечивает подачу воды, газовэлектроэнергии к плазмотрону, блоку газоподготовки, установлены с тыльнойсторонышкафауправления.
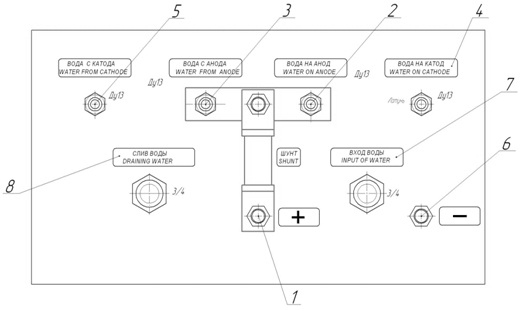
Внешний вид модуля коллекторного (панелиподключенияводышкафауправления): 1 — местоподсоединениякабеля «+"; 2 — местоподсоединения рукава подачиохлаждающейводы на анод; 3 — местоподсоединения рукава отводаохлаждающейводы с анода; 4 — местоподсоединения рукава подачиохлаждающейводы на сопло; 5 — местоподсоединения рукава отводаохлаждающейводы с сопла; 6 — местоподсоединениякабеля "- »; 7 — подача охлаждающейводы; 8 — слив охлаждающейводы с сопла; Блок подготовкиплазмообразующегогаза Блок подготовкиплазмообразующегогаза (газоподготовки) обеспечиваетподготовкугазовоздушнойсмеси в определеннойпропорции и подачиее к режущему плазмотрону в качествеплазмообразующегогаза. Блок газоподготовкисодержитузлы и приборыподачи, регулировки и контролягорючегогаза (пропан — бутана), смесительплазмообразующегогаза. На лицевойпанели блока газоподготовкиразмещен ротаметр. Вентиляция блока газоподготовкидолжнаосуществлятьсяесстественным образом. Внутри блока должныбытьсмонтированыузлы и приборырегулировки и контролягорючегогаза (пропана-бутана), соединённыетрубопроводнойарматурой. Смесительслужит для созданияоднороднойгазовоздушнойсмеси. Расходгазадолженконтролироваться ротаметром и поддерживаетсяавтоматически в зависимости от расходаплазмообразующеговоздуха таким образом, чтобызаданнаяпропорция оставалась неизменной. Горючий газ подаетсятолько при условиигоренияэлектрической дуги и наличииуправляющегодавленияплазмообразующеговоздуха. Плазмообразующаясмесьготовится в смесителе блока газоподготовки, кудапоступаетвоздухизшкафауправления. Необходимаяпропорциядолжнаготовится регулятором расходапропан-бутана, на которыйпоступаетуправляющеедавлениевоздухаизшкафауправления. Специализированная система электропитания. Специализированная система электропитанияуниверсальноготехнологическогокомплекса для плазменнойрезкиметаллов на обратнойполярностивключает:
Система обеспечиваетэлектропитаниережущего плазмотрона постоянноготока с потребляемоймощностьюдо 250 кВт (в зависимости от марки установки).
Внешний вид поставляемойспециализированнойсистемыэлектропитанияуниверсальноготехнологическогокомплекса для плазменнойрезкиметаллов на обратнойполярности. Система контроляпараметровпроцессарезки с выводом на персональныйилипромышленныйкомпьютер в режиме реального времени Система контроляпараметровпроцессарезки с выводом на персональныйилипромышленныйкомпьютер в режиме реального временидолжнаобеспечиватьизмерению и фиксацииподлежатследующихданных. Энергетическиепараметры: — ток дуги I [ A ] — напряжение дуги U [ В ] — полезнаямощность, W [ кВт ] Остальныеконтролирукмыепараметры:. Параметрыплазмообразующие: — давлениеплазмообраз. воздуха Pвз. [ кПа ] — расходплазмообраз. воздуха Gвз. [ н.м3 / час ] — давлениегазаPг [ кПа ] — расходгазаGг [ н.м3 / час ] — расходсмесиGсм [ н.м3 / час ] Параметрыохлаждениярежущего плазмотрона: — температура воды на входе катода T1.к [ С ] — температура воды на выходе катода T2.к [ C ] — температура воды на входе анода T1.а [ C ] — температура воды на выходе анода Т2.а [ C ] — расходводы на катодеGв.к [ л/мин ] — расходводы на анодеGв.а [ л/мин ] Четырехкоординатныйманипуляторуниверсальноготехнологическогокомплекса для плазменнойрезкиметаллов на обратнойполярности Четырехкоординатныйманипуляторвключаеттрехкоординатную систему (стол) портально-балочного типа с дополнительнойчетвертойуправляемойкоординатойвращения и обеспечиватьперемещениережущихплазмотронов в координатах X:Y:Zс точностью не хуже 0,1 мм на длину хода 1000 мм, рабочими скоростями до 15 м/мин, а такжеманипулятор для плазменнойрезкицилиндрических деталей. Основные варианты исполнения манипулятора по координатам X:Y:Z: — длина — ширина — высота150-300 мм Четырехкоординатныйманіпуляторснабженсистемойотслеживаниеповерхностиметалла для автоматическогоподдержаниярасстояние от плазмотрона до заготовки, влияющее на качестворезки, угловые характеристики реза, вероятнотьобразованиеокалины и скоростьрезания. Конструкциячетырехкоординатногоманіпулятораобеспечиваетлегкуюсменурежущихплазмотроновуказанныхвышетипоразмеровили других рабочихинструментов при необходимости, а такжевозможностькалибровки датчика отслеживанияповерхностиметалла. Четырехкоординатныйманипуляторвключает систему узелкрепления плазмотрона с возможностьюизмененияегоугла, а также рукава для подключения к вытяжнойвентиляции. Система числового программногоуправленияперемещениямиплазмотронов по четырем координатам Для управленияпортальнымманипулятором и движением режущего плазмотрона применяется система числового программного управления с ПО со следуюшимивозможностями: |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||